欢迎光临寻材问料网!
材料数据库
英文站
登录
注册
快速登录
首页
创新设计
解决方案
材料数据库
社区
当前位置:
社区
>
搜索成型的结果
成型搜索结果
最新发表
最新回复
最多查看
最多回复
精华
0
旋转成型应用
在20世纪40年代已开始用PVC糊料通过旋转成型加工生产球类制品了,它是从欧洲起源,以后传入了美国、日本等地。不过,只有到20世纪纪60年代初粉状聚乙烯问世后,人们用PE旋转成型、生产PE贮槽、大型管材等工业制品,从而才大大促进滚塑工艺的发展。到20世纪70年代,滚塑成型已获得了颇具规模的发展了。如20世纪70年代,英国巳...
凌晨2点
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(225)
0
利用高分子模具成型优质硅纳米结构
采用模具来成型物品的方法历史相当悠久,早在青铜器时代,人类就开始利用陶瓷模具浇注铜锡合金铸造成武器。现在,熔融液体的注射和挤出成型已涉及到我们生活中的方方面面,大到汽车配件,小到各种玩具。为了实现模具的成型这一功能,当熔融液体在模具中凝固成形时,必须保证模具各方面性能是稳定的。最近康奈尔大学的高分子工...
二哈
2015-09-02更新
(
6
)
(
0
)
回复(0)
阅读(223)
0
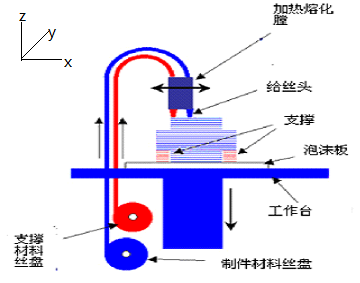
3D打印方法介绍之熔融沉积成型法(FDM)(图文)
熔融沉积成型法(FDM)又称为熔丝沉积制造等。也是我们本书学习内容的重点,该方法利用电加法等热源融化丝状材料,由三轴控制系统移动熔丝材料,逐层堆积形成三维实体,工艺过程如下图所示。材料(通常为低熔点塑料和聚乳酸,如ABS PLA等)先制成丝状,通过送丝机构进喷头,在喷头内的加热融化;喷头在计算机控制下沿零...
天下第一
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(222)
0
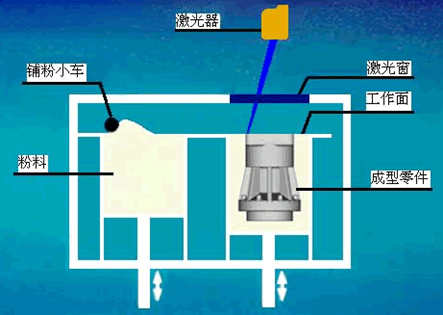
SLA成型原理及优势
tereo lithography Appearance"的缩写,即立体光固化成型法.用特定波长与强度的激光聚焦到光固化材料表面,使之由点到线,由线到面顺序凝固,完成一个层面的绘图作业,然后升降台在垂直方向移动一个层片的高度,再固化另一个层面.这样层层叠加构成一个三维实体.SLA是最早实用化的快速成形技术,采用液态光敏树脂原料,工...
我在洞庭湖边
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(221)
0
很实用的塑料注塑成型故障排除-13
13、脱模不良[1]射向压力高[2]模具温度调整不良[3]模具的设计不良○来自模芯的通气不良○模具的强度不足
D77
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(220)
0
注塑挤出成型工艺概述
1.机械原则 挤出的基本机理很简单——一个螺杆在筒体中转动并把塑料向前推动。螺杆实际上是一个斜面或者斜坡,缠绕在中心层上。其目的是增加压力以便克服较大的阻力。就一台挤出机而言,有3种阻力需要克服:固体颗粒(进料)对筒壁的摩擦力和螺杆转动前几圈时(进料区)它们之间的相互摩擦力;熔体在筒壁上的附着力;熔体被向...
PU迷
2015-08-26更新
(
7
)
(
0
)
回复(0)
阅读(217)
0
PET泡沫材料热成型新方法
目前,大多数复合夹芯结构都是由热固树脂制成的。尽管热塑性塑料已成为普通塑料生产的主流,但在复合材料界它们尚未得到广泛应用。加铝(Alcan)复合材料集团介绍了热塑性PET泡沫AIREX®T90和T92的新型处理技术及其应用方式和潜力。 这些新型处理过程的周期非常短,可能会促进复合夹芯结构在某些领域的应用,即目前还只是...
Lamp
2015-08-25更新
(
7
)
(
0
)
回复(0)
阅读(214)
0
旋转成型特点
成型性方面1) 制品壁厚均匀,且无边角废料,无焊缝;可以成型壁厚范围较大的制品,例如聚乙烯旋转成型制件,壁厚范围可在1~16mm内。但由于粘度关系,厚壁制品成型较为困难。旋转成型工艺特别适合于模塑2~5mm的塑料制品。2)通常只能制得中空制品或壳体产品,对实心制品加工困难。而且制品表面状况对模具型腔表面的依存性大。3...
凌晨2点
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(214)
0
注浆成型
注浆成型,亦称浇注成型(Slip Casting):是基于多孔石膏模具能够吸收水分的物理特性,将陶瓷粉料配成具有流动性的泥浆,然后注入多孔模具内(主要为石膏模),水分在被模具(石 膏)吸入后便形成了具有一定厚度的均匀泥层,脱水干燥过程中同时形成具有一定强度的坯体,此种方式被称为注浆成型。其完成过程可分为三个阶段:...
钢铁侠
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(214)
0
陶瓷材料的流延成型
流延成型,(Tape Casting),又称带式浇注,刮刀法。 定义及原理:一种陶瓷制品的成型方法,首先把粉碎好的粉料与有机塑化剂溶液按适当配比混合制成具有一定黏度的料浆,料浆从容器同流下,被刮刀以一定厚度刮压涂敷在专用基带上,经干燥、固化后从上剥下成为生坯带的薄膜,然后根据成品的尺寸和形状需要对生坯带作冲切、层合...
夜风
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(212)
0
什么是电子束烧结工艺成型工业级3D打印机
电子束烧结快速成形技术是在成形技术和大功率电子束蓬勃发展的基础上开始出现并迅速发展起来的一项新的先进制造技术。该技术借鉴了快速原型技术“离散/堆积”的增材制造思想,它正逐渐成为一种新的生产方式。电子束熔覆/烧结技术,在国内外均刚刚起步,是目前快速制造技术研究的热点,也是电子束烧结技术发展的一个最新趋势。...
李小宝
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(211)
0
成型名词解释-压力篇1
压力有很多种,如:射出压力、维持压力(保压)、模内压、背压、油压缸内的压力、螺杆尖端前料管内的压力、锁模力、模具保护压力、开模力、顶出力 下面会讲一些重点的压力,背压会单独讲一篇 1.射出压力:在射出动作时,螺杆尖端前的料管内熔融原料所承受的压力。射出压力是用来迫使熔融原料快速充填模穴的力量,熔融原...
李小宝
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(211)
0
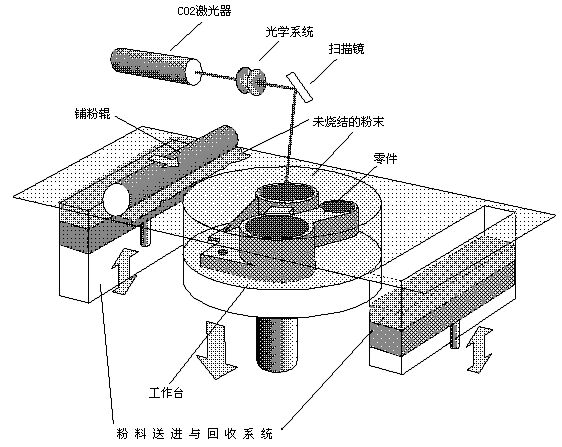
SLS 激光粉末成型技术应用
选择性激光烧结法又称为选区激光烧结。它的原理是预先在工作台上铺一层粉末材料(金属粉末或非金属粉末),激光在计算机控制下,按照界面轮廓信息,对实心部分粉末进行烧结,然后不断循环,层层堆积成型由于该类成型方法有着制造工艺简单,柔性度高、材料选择范围广、材料价格便宜,成本低、材料利用率高,成型速度快等特点,针...
我在洞庭湖边
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(211)
0
快速成型技术工作原理
RP系统可以根据零件的形状,每次制做一个具有一定微小厚度和特定形状的截面,然后再把它们逐层粘结起来,就得到了所需制造的立体的零件。当然,整个过程是在计算机的控制下,由快速成形系统自动完成的。不同公司制造的RP系统所用的成形材料不同,系统的工作原理也有所不同,但其基本原理都是一样的,那就是"分层制造、逐...
我在洞庭湖边
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(210)
0
3D打印方法介绍之选择性激光烧结成型法(SLS)(图文)
选择性激光烧结成刑法(SLS)原理介绍:选择性激光烧结成型法(SLS),也叫激光选区烧结等。该工艺是利用粉末材料(金属粉末或非金属粉末)在激光照射下烧结的原理,在计算机控制下层层堆积成型。SLS的原理与SLA十分相似,主要区别在于所使用的材料及其形状不同。SLA所用的材料是液态的紫外光敏可凝固树脂,而SLS则使用粉状的材料。...
天下第一
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(210)
0
几种快速成型方法在铸造中的应用
1 快速成型技术简介快速成型技术(RP,Rapid Prototyping)是20世纪80年代末期发展起来的先进制造技术的重要组成部分,它的最大特点就在于其制造的高柔性,即无需任何专用工具,由零件的CAD模型,直接驱动设备完成零件或零件原型的成形制造:只需改变零件的CAD模型,就能很方便的获得相应的零件或原型。快速成型技术主要基于离...
天下第一
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(209)
0
设计师该了解的几种成型加工工艺知识-蒸汽弯曲
蒸汽弯曲是利用高温蒸汽加热木材,待其变软后再进行大弧度弯曲的加工方法。此方法结合了传统的手工技术与工业技术。而第一个使用蒸汽弯曲进行工业制造的制造商是19世纪50年代的丹麦家具公司Thonet。成本:模具成本低,单位成本较高质量:良好生产规模:单件到大规模制造替代技术:CNC机加工,木层压
小小舒马赫
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(209)
0
很实用的塑料注塑成型故障排除-14
14、直浇口的脱模不良[1]模具的安装不良[2]直浇口的形状不良
D77
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(209)
0
LOM成型技术分析
箔材叠层实体制作(Laminated Object Manufacturing)快速原型技术是薄片材料叠加工艺,简称LOM。箔材叠层实体制作是根据三维CAD模型每个截面的轮廓线,在计算机控制下,发出控制激光切割系统的指令,使切割头作X和Y方向的移动。供料机构将地面涂有热溶胶的箔材(如涂覆纸、涂覆陶瓷箔、金属箔、塑料箔材)一段段的送至工作台的上...
天下第一
2015-08-25更新
(
6
)
(
0
)
回复(0)
阅读(208)
0
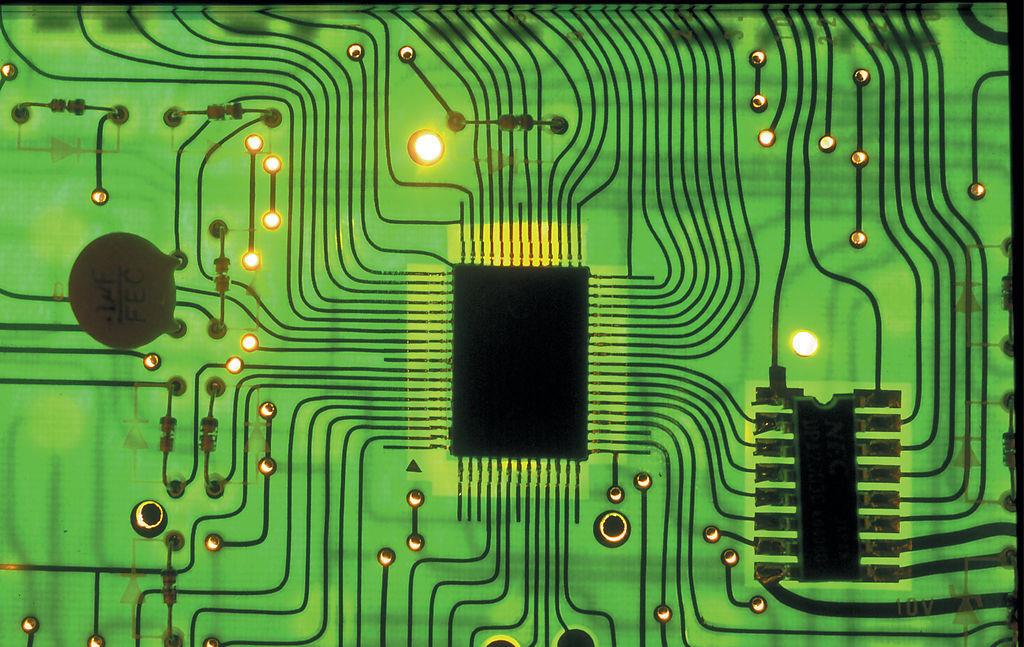
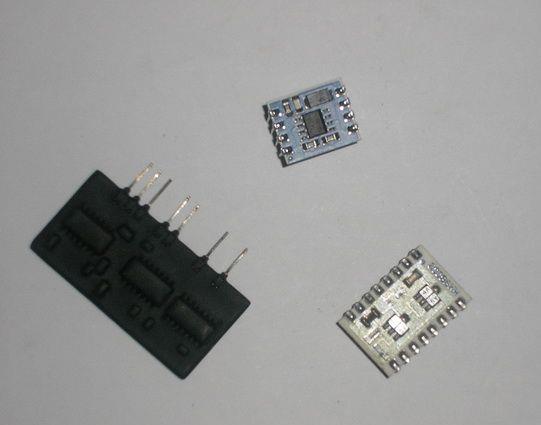
微电子线路快速封装用液态硅材料(缓流体形态支持模具挤压成型)
粘稠状缓流体形态硅材料,可用于电路板中核心技术IC芯片的自定义封装,常温下即可直接使用,无需任何组分配比,固化过程能量缓释,无热量释放,不损伤电子线路。
麻辣小龙虾
2015-08-25更新
(
6
)
(
0
)
回复(0)
阅读(207)
上一页
5
6
7
8
9
10
11
12
13
14
下一页
共14页
转到第
相关话题
材知道
70 人关注
比亚迪、富士康纷纷入围!2016手机行业最佳供应商重磅出炉
汽车
40 人关注
汽车产业链全景图
材知道
70 人关注
必看!机器人产业链全景图
汽车
40 人关注
新能源汽车产业链全景图
交通运输
19 人关注
高铁产业链全景图
新能源材料
20 人关注
中国科学技术大学研制出三元光伏材料,光谱吸收范围扩大至紫外光与近红外光
热门人物
新材料在线-发哥
CIO
深圳市寻材问料网络科技有限公司
gdcjz
cmf设计师
深圳市优维尔科技有限公司
Andrew
测试经理
赛瑞
qlh9005
研发工程师
夏洛克
夏洛克
sunsun
材料工程师
寻材问料管理员
网站管理员
寻材问料
400-7755-899



















 (
( (
(