欢迎光临寻材问料网!
材料数据库
英文站
登录
注册
快速登录
首页
创新设计
解决方案
材料数据库
社区
当前位置:
社区
>
工艺
>
高分子/复合材料成型及加工
高分子/复合材料成型及加工
+关注
总共
370
精华
3
今日发帖:
0
发帖
全部
最新发表
最新回复
最多查看
最多回复
精华
0
碳化硼纳米管复合材料性能比凯芙拉强韧30倍
聚合物增强氮化硼纳米管已被证明比碳纳米管复合材料更强。碳纳米管本身估计至少比凯芙拉强30倍——一个由杜邦公司合成的专业防弹纤维。氮化硼的不均匀分布电子使得纳米管与聚合物强烈结合,形成力学上强的复合材料© Shutterstock像碳一样,氮化硼可形成单原子厚度层,进而可以卷成圆筒创建纳米管。虽然氮化硼纳米管自身的...
阿九
2016-01-28更新
(
0
)
(
0
)
回复(0)
阅读(710)
0
用于环氧树脂体系的反应型无卤阻燃剂
以化集团的创新技术孵化器寻找用于环氧树脂配方的新型无卤阻燃剂技术。技术要求:能够满足诸如UL-94 和LOI等相关技术指标不影响材料的电学、力学性能对环境安全无害生产加工成本合理技术需求背景:以化集团的工业品事业部 (ICL-IP)是溴素和溴化物生产和销售行业的领导者,在含磷化合物领域也占据领先地位。利用这些化合物,可...
ICLInnovation
2016-02-26更新
(
0
)
(
0
)
回复(0)
阅读(664)
0
最全的化工工艺材料和基础知识
暖暖的
2016-01-26更新
(
0
)
(
0
)
回复(0)
阅读(647)
1
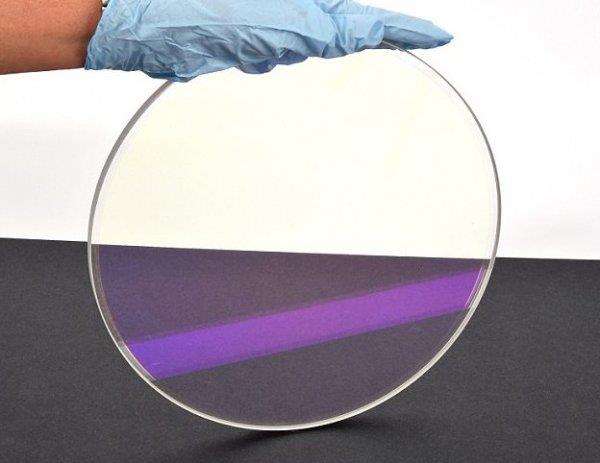
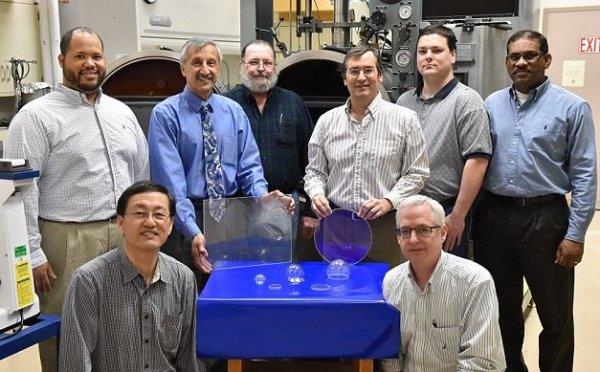
最近看到美国海军实验室在搞尖晶石的玻璃,貌似看性能很好,“无比坚韧”,有谁知道这是啥尖晶石,这么牛,能做手机、Pad等终端的屏吗?
最近看到美国海军实验室在搞尖晶石的玻璃,貌似看性能很好,“无比坚韧”,有谁知道这是啥尖晶石,1、这么牛,能做手机、Pad等终端的屏吗?2、国内有哪些企业能做?哪些机构有这方面的研究?3、是什么体系的材料?在线等,求大牛…… 内容详见:(新华网) http://www.cq.xinhuanet.com/2015-05/05/c_1115176181.htm
Andrew
2015-08-25更新
(
59
)
(
6
)
回复(1)
阅读(646)
0
干货:三张图看懂注塑工艺对电镀性能的影响
注塑工艺对PC/ABS电镀性能到底有何影响?3张图就能说明一切。(注:孔洞分布均匀的是电镀粗化效果好的)1、注塑温度的影响:结论:注塑温度越高,内应力越小,粗化越均匀,电镀性能越好。2、速度压力的影响:结论:速度压力越低,内应力越小,粗化越均匀,电镀性能越好。3、模温的影响:结论:模温越高,内应力越小,粗化越均...
寻材问料爱设计
2016-03-04更新
(
1
)
(
1
)
回复(0)
阅读(642)
0
求TPR材料的合成方案,有能力解决的请联系我
如题:求TPR材料的合成方案,有能力解决的请联系我
刘杰
2016-08-30更新
(
31
)
(
33
)
回复(0)
阅读(628)
3
【经验分享】压铸工艺及压铸缺陷分析
手头有些比较不错的资料,给各位分享下——压铸工艺及压铸缺陷分析(请点击下载附件!),欢迎拍砖。【点击下载】压铸工艺及压铸缺陷分析
路上野狼
2015-08-30更新
(
10
)
(
0
)
回复(3)
阅读(621)
0
[转载]模具防呆的重要性
原文地址:模具防呆的重要性作者:李委军注塑博客 对于注塑生产企业来讲,模具亦是企业的饭碗,而模具的好坏,也是许多注塑企业备受关注和重视的,其主要取决于前期的模具评审与设计工作,其次是加工精度与试模,才可避免后续生产的诸多不可预见性问题发生。今天主要是谈模具防呆的重要性:如图所示: 这是一个插头与...
居然
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(575)
0
模垢对策
模垢(MD)一旦形成便很难去除,因此必须在牢固附着前就进行维护,下面给出的是延长维护周期的一些对策(1) 强化预干燥最好达到100~120℃、3小时的基本标准。但如果干燥温度偏高,则会使Duracon DS-01M、EB-7以及EB-10趋于恶化。(最好达到60℃×18小时的条件)其机制现在尚不清楚。应予以注意。(2) 降低机筒温度应尽可能...
卷福
2015-10-19更新
(
0
)
(
0
)
回复(0)
阅读(572)
0
塑料制品注塑时有裂缝怎么办?
全新PP改性塑料知道有以下4个原因会导致裂缝:1.过度垫挤. 2.模温太低. 3.脱模角不当或有凹陷. 4.顶销.位置不对. 与之相对应的措施有以下方面: 1.A:降低射料量B:降低射出压力 2. 增加模温 3. 修改模具 4. 顶销应有平衡的顶出力量,顶出产品比拉出好。
小蓝
2015-08-29更新
(
7
)
(
1
)
回复(0)
阅读(558)
2
最近在做一个锂电池的合作项目,电池常见问题及原因都有哪些?
最近在做一个锂电池的合作项目,电池常见问题及原因都有哪些?求电池大牛指点
Andrew
2015-08-24更新
(
12
)
(
4
)
回复(2)
阅读(548)
2
赛车尾翼碳纤维的加工工艺具体有哪些?
RT
碳纤维爱好者
2015-08-29更新
(
6
)
(
0
)
回复(2)
阅读(529)
0
PC气泡、气纹、流纹、发黄、变形,解决
PC又名聚碳酸酯:流动性比较差,流动性不受压力和速度影响,解决改料流动性使用模具和料温效果比较明显,但是由于高温料分子容易变乱从而分解,产品较薄的容易缺胶、胶位厚的容易产生气泡,有的产品容易产生气纹、发黄、变色,给生产带来非常大的困难。有朋友从事注塑行业数十年,一直在导光板、LED灯、PC镜片、PC光学镜片、...
小蓝
2015-08-26更新
(
7
)
(
1
)
回复(0)
阅读(521)
0
塑料成型三工艺:压塑,滚塑,真空铸造
1旋转成型又称作滚塑旋转成型(Rotation Molding):适合高质量表面产品的成型工艺,尤其适用于PE, PA, PP, PVC, EVA等塑料制品 工艺成本:加工费用(中),单件费用(低-中) 典型制品:家具,玩具等 产量适合:适合中低小批量生产(不超过10000件) 质量:精确成型的产品表面,但成型后体积会缩小3% 速度:单件时间长(30-...
暖暖的
2016-01-18更新
(
0
)
(
0
)
回复(0)
阅读(520)
0
IMF工艺制作“玻璃”为汽车行业带来突破
该“玻璃”方案是由(SABIC)LEXAN聚碳酸酯(PC)材料及EXATEC涂层技术制成。该方案独有技术可在LEXAN树脂车窗材料上涂覆保护性涂层。首先,在热塑性塑料车窗上涂覆硬化涂层,以确保抗UV照射性能。 工艺:SABIC的EXATEC E900 Grafx Technology采用薄膜嵌入注塑方法(即IMF工艺),在其中成型预先印刷(通常是反向印刷)的薄膜,...
Alex
2015-09-08更新
(
6
)
(
0
)
回复(0)
阅读(519)
0
光盘注塑工艺中的不良缺陷以及成因
注塑不满、凹陷、熔合缝、料流纹、光泽不好、气孔、黑点、溢边、翘曲变形、银文、脱模不好、云彩、冲孔粗糙、马蹄形、中心孔小、中心孔大、基片太厚、基片太薄、双折射大、双折射小、基片破裂、流道断裂、径向条纹、唱片沟纹、光环、流线等以上缺陷成因:模具温度,冲孔刀、流道温度,注射速度、注射压力,保压力、保压时间,...
卷福
2015-10-23更新
(
0
)
(
0
)
回复(0)
阅读(496)
0
透气钢使用说明
PORCERAX Ⅱ是一种优质透气性钢材,内部由微细的小孔相连构成,使空气或任何气体能顺利渗透及穿过。因此,于注塑模具之适当位置镶上PORCERAX Ⅱ 透气钢,由气体所形成的注塑问题,可以完全清除,使成型加工更加完美。此外,PORCERAX Ⅱ 透气钢材具备良好之机械性能,在使用与制作注塑模具上,可采用一般模具钢同一加工方法,...
微光倾城
2016-04-11更新
(
0
)
(
0
)
回复(0)
阅读(475)
0
塑胶表面装饰技术发展
最初是普通注塑,没有颜色,没有光泽。好比素颜的女孩子。 发展到高光注塑,仍然是无色,但亮度提高。女孩化了点妆,但只是增白 喷涂使产品色彩丰富,多样化。根据肤色,有不同的选择 IMD则能实现更多样的装饰。实现金属质感,金属发丝纹,同时具有触感。 其他的请大家补充
sunsun
2015-08-24更新
(
6
)
(
0
)
回复(0)
阅读(471)
0
设计师该了解的几种成型加工工艺知识-超级铝成型
当今技术突飞猛进的发展,新材料日新月异的更新。超级铝成型加工方法就是近年来涌现的创新制造技术之一。这是一种铝合金片成型的新方法,可以加工非常复杂的单件产品。成本:模具成本低至中等,单位成本高质量:良好的表面质量和尺寸公差生产规模:小到中等规模制造替代技术:冲压加工、热压成型
小小舒马赫
2015-08-30更新
(
6
)
(
0
)
回复(0)
阅读(465)
0
工艺的秘密:不吹牛只吹膜,薄膜是如何吹出来的?
挤出吹膜实际上是挤出机配以吹膜辅机而进行生产的。可以归为挤出成型,有时也被归入吹塑成型中。吹膜成型时,由挤出机器化好的物料经环形口模成圆筒状被挤出,再在膜管内鼓入定量的压缩空气,使之横向吹胀;经过冷却的膜管被导入牵引辊,叠成双折薄膜,以恒定的速度进入卷曲装置,既得薄膜半成品。吹塑工艺按照成膜方向分为上...
暖暖的
2016-01-18更新
(
0
)
(
0
)
回复(0)
阅读(461)
上一页
1
2
3
4
5
6
7
8
9
10
下一页
共19页
转到第
相关话题
工艺
5 人关注
史上最全表面处理大汇总
金属材料成型及加工
40 人关注
金属注射成形(MIM)生产工艺与应用概要
高分子/复合材料成型及加工
49 人关注
注塑缺陷大汇总(56页高清ppt详解)
工艺
5 人关注
成型工艺——金属、无机非
金属材料成型及加工
40 人关注
盘点汽车7大制造工艺
玻璃/陶瓷/天然材料成型及加工
25 人关注
手机3D玻璃热弯石墨模具供应商有哪些?
热门人物
新材料在线-发哥
CIO
深圳市寻材问料网络科技有限公司
gdcjz
cmf设计师
深圳市优维尔科技有限公司
Andrew
测试经理
赛瑞
qlh9005
研发工程师
夏洛克
夏洛克
sunsun
材料工程师
寻材问料管理员
网站管理员
寻材问料
400-7755-899










 (
( (
(