欢迎光临寻材问料网!
材料数据库
英文站
登录
注册
快速登录
首页
创新设计
解决方案
材料数据库
社区
当前位置:
首页
>
社区
>
'sunsun'的主页
sunsun
材料工程师
此人懒得介绍都没写
+关注此人
发布的帖子
(301)
精华帖子
(5)
回复的帖子
(16)
关注的版块
(0)
0
南非开普敦truth咖啡连锁店
在南非开普敦的truth咖啡连锁店。金属老式的机器充满了整个店,营造了独一无二的重金属气氛。沙发和桌子和照明等,室内装饰品种都是绝妙的。如果有机会的话,想要尝一尝这个异次元的空间的咖啡呢。来源:http://deform.jp/p/1149/
2015-10-10
赞 (
6
)
踩(
0
)
回复(0)
0
论自行车的家居实用性
万万没想到吧,自行车也有这么多玩法,也是一个不错的室内设计素材呢
2015-10-10
赞 (
6
)
踩(
0
)
回复(0)
0
2015年的婚礼请柬:植物的幻想
2015年的婚礼请柬:植物的幻想
2015-10-09
赞 (
7
)
踩(
0
)
回复(0)
0
哥伦比亚路花市场
哥伦比亚路花市场,异国风情
2015-10-09
赞 (
6
)
踩(
0
)
回复(0)
0
满足幻想的树屋
Airbnb提供出租的树屋,位于亚特兰大地区,使用再生木材和古董家具创建一个神奇的世界。http://www.planete-deco.fr/2015/09/03/dormir-en-haut-des-arbres/?utm_source=feedly&utm_medium=rss&utm_campaign=dormir-en-haut-des-arbres
2015-10-09
赞 (
6
)
踩(
0
)
回复(0)
0
生命禁区,带你走进核电站内部
生命禁区,核电站内部珍贵照片,真实的科幻场景
2015-10-09
赞 (
7
)
踩(
0
)
回复(0)
0
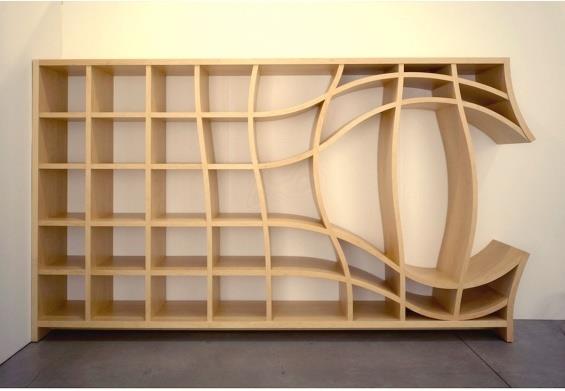
古巴艺术组合Los Carpinteros作品
Los Carpinteros作品的中心主题是转换这一理念。据这两位艺术家介绍,转换“有的时候发生在一件物体的形态和物质性之上,而有的时候则发生在物体的意义、艺术处理以及功能上”。这脑洞斑竹不太能理解。。。上图
2015-10-09
赞 (
7
)
踩(
0
)
回复(0)
0
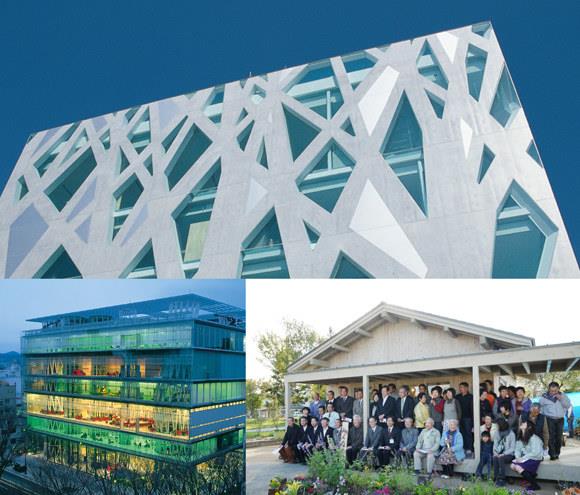
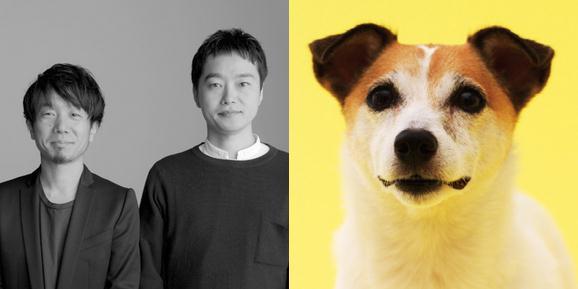
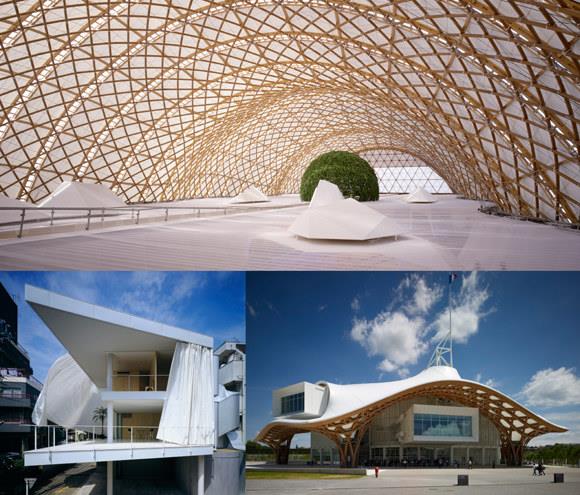
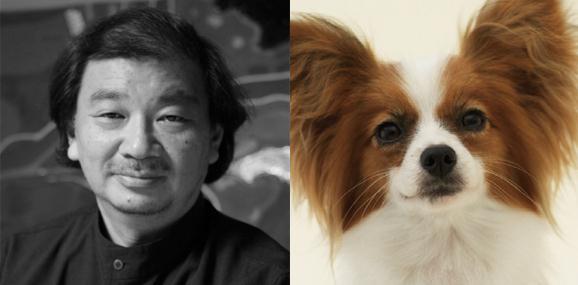
为宠物狗而设计的建筑——原研哉策展
原研哉策为宠物狗办了一个建筑展,不仅仅是展示狗用建筑,更是希望众人用狗狗的视角看世界
2015-10-09
赞 (
6
)
踩(
0
)
回复(0)
0
品牌设计Craft Tamale墨西哥餐厅
位于美国圣地亚哥的Craft Tamale墨西哥餐厅,品牌设计采用了十字绣元素,它们的食物的味道总是能让人联想到祖母的餐桌,有家的感觉
2015-10-08
赞 (
6
)
踩(
0
)
回复(0)
0
牛皮纸的玩法
关于牛皮纸的包装设计,带有文艺气息的牛皮纸原来也有这么多种玩法~
2015-10-08
赞 (
6
)
踩(
0
)
回复(0)
0
强迫陈列
强迫症的福音~办公桌上就是要这样陈列物品才舒服!图源 烩设计
2015-10-08
赞 (
6
)
踩(
0
)
回复(0)
0
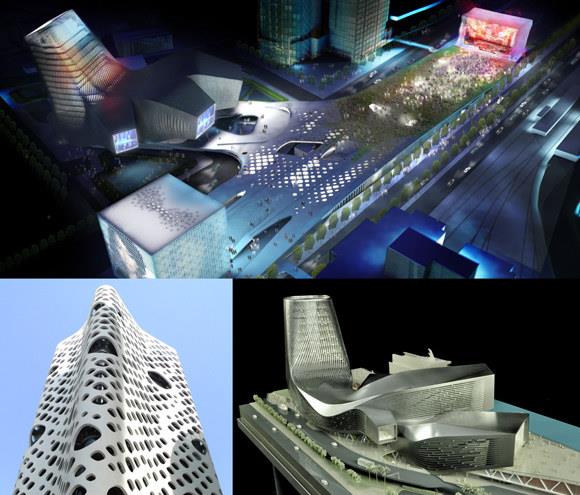
不可思议的建筑设计
路过必会停下来拍照系列,设计师们脑洞越来越不安分了,设计出来的建筑都不能好好的正着看了
2015-10-08
赞 (
6
)
踩(
0
)
回复(0)
0
注塑成型各种缺陷的现象及解决方法----白化
白化现象最主要发生在ABS树脂制品的推出部分。脱模效果不佳是其主要原因。可采用降低注射压力,加大脱模斜度,增加推杆的数量或面积,减小模具表面粗糙度值等方法改善,当然,喷脱模剂也是一种方法,但应注意不要对后续工序,如烫印、涂装等产生不良影响。
2015-09-29
赞 (
6
)
踩(
0
)
回复(0)
0
注塑成型各种缺陷的现象及解决方法----气泡
根据气泡的产生原因,解决的对策有以下几个方面: 1)在制品壁厚较大时,其外表面冷却速度比中心部的快,因此,随着冷却的进行,中心部的树脂边收缩边向表面扩张,使中心部产生充填不足。这种情况被称为真空气泡。解决方法主要有: a)根据壁厚,确定合理的浇口,浇道尺寸。一般浇口高度应为制品壁厚的50%~60%。 b)至浇口...
2015-09-29
赞 (
6
)
踩(
0
)
回复(0)
0
注塑成型各种缺陷的现象及解决方法----翘曲、变形
注射制品的翘曲、变形是很棘手的问题。主要应从模具设计方面着手解决,而成型条件的调整效果则是很有限的。翘曲、变形的原因及解决方法可参照以下各项: 1)由成型条件引起残余应力造成变形时,可通过降低注射压力、提高模具并使模具温度均匀及提高树脂温度或采用退火方法予以消除应力。 2)脱模不良引起应力变形时,可通过增...
2015-09-29
赞 (
6
)
踩(
0
)
回复(0)
0
注塑成型各种缺陷的现象及解决方法----喷流纹
喷流纹是从浇口沿着流动方向,弯曲如蛇行一样的痕迹。它是由于树脂由浇口开始的注射速度过高所导致。因此,扩大烧四横截面或调低注射速度都是可选择的措施。另外,提高模具温度,也能减缓与型腔表面接触的树脂的冷却速率,这对防止在充填初期形成表面硬化皮,也具有良好的效果。
2015-09-29
赞 (
6
)
踩(
0
)
回复(0)
0
注塑成型各种缺陷的现象及解决方法----银线
银线主要是由于材料的吸湿性引起的。因此,一般应在比树脂热变形温度低10~15C的 条件下烘干。对要求较高的PMMA树腊系列,需要在75t)左右的条件下烘干4~6h。特别是在使用自动烘干料斗时,需要根据成型周期(成型量)及干燥时间选用合理的容量,还应在注射开始前数小时先行开机烘料。 另外,料简内材料滞流时间过长也会产生...
2015-09-29
赞 (
6
)
踩(
0
)
回复(0)
0
注塑成型各种缺陷的现象及解决方法----烧伤
根据由机械、模具或成型条件等不同的原因引起的烧伤,采取的解决办法也不同。 1)机械原因,例如,由于异常条件造成料筒过热,使树脂高温分解、烧伤后注射到制品 中,或者由于料简内的喷嘴和螺杆的螺纹、止回阀等部位造成树脂的滞流,分解变色后带入制品,在制品中带有黑褐色的烧伤痕。这时,应清理喷嘴、螺杆及料筒。 2)模...
2015-09-29
赞 (
6
)
踩(
0
)
回复(0)
0
注塑成型各种缺陷的现象及解决方法----熔接痕
熔接痕是由于来自不同方向的熔融树脂前端部分被冷却、在结合处未能完全融合而产生 的。一般情况下,主要影响外观,对涂装、电镀产生影响。严重时,对制品强度产生影响 (特别是在纤维增强树脂时,尤为严重)。可参考以下几项予以改善: l)调整成型条件,提高流动性。如,提高树脂温度、提高模具温度、提高注射压力及速 度等...
2015-09-29
赞 (
6
)
踩(
0
)
回复(0)
0
注塑成型各种缺陷的现象及解决方法----溢边
对于溢边的处理重点应主要放在模具的改善方面。而在成型条件上,则可在降低流动性方面着手。具体地可采用以下几种方法: 1)降低注射压力。 2)降低树脂温度。 4)选用高粘度等级的材料。 5)降低模具温度。 6)研磨溢边发生的模具面。 7)采用较硬的模具钢材。 8)提高锁模力。 9)调整准确模具的结合面等部位。 10)增加模...
2015-09-29
赞 (
6
)
踩(
0
)
回复(0)
上一页
1
2
3
4
5
6
7
8
9
10
下一页
共16页
转到第
最近来访
他关注的人
(3)
关注他的人
(8)
400-7755-899